组合镗床的电气控制线路设计
1 组合机床设计要求
对于机床的一般设计要求是满足客户需求的前提下,使机床控制系统更全面,更方便,对于组合镗床的设计要求首先从机械动力滑台控制线路和液压动力滑台控制线路进行设计,它们两者的进给设计上不一样,对于组合镗床来说,机械滑台的控制系统中,动力头的驱动比较灵活,电气控制系统一般的控制方式分为行程控制、时间控制、压力控制,图1 就是行程控制方式的典型实例。
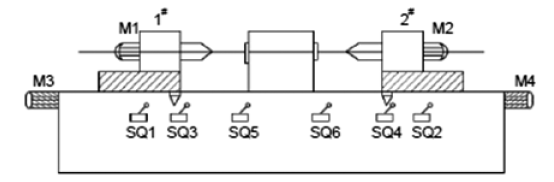
图1 行程控制实例图
对于图1 的控制方式进行分析:SQ1 和SQ3 是组合机床一个动力头的限位开关,SQ1 为原位开关,SQ3 为快进开关,同样S Q2 和S Q4 为另一个的控制开关,S Q2 为原位开关,SQ5 负责控制左动力头的工进,SQ6 负责控制另一个的工进。
机床逻辑控制上:机床的逻辑控制上一般采用继电器,但是在一些机床使用时候,需要对控制系统进行改变,继电器的更改比较麻烦,需要赢接线,所以可编程控制系统的逻辑控制采用存储逻辑的方式,只有输入端和输出端与外接线,不像继电器需要大量的串、并联,这种逻辑控制在更改时候只需要进行重新编写控制指令,非常方便。可靠性、维护性:采用PLC 系统,PLC 属于微电子技术,是通过半导体电路来完成的,所以PLC 控制系统可靠性非常高,同时自身系统佩戴自检和监控系统,可以将故障显示给操作人员。
定时控制和计数控制:在P L C 控制的机床中,需要有定时控制和计数控制,可编程控制系统中的定时控制系统采用的为半导体集成电路定时器。
2 电气控制线路图
组合镗床的电气控制线路图设计主要是通过P L C 进行控制,控制上将主轴电机、进给电机、照明电路、冷却电路进行合理搭配,交叉控制,电动机控制线路图如图2。
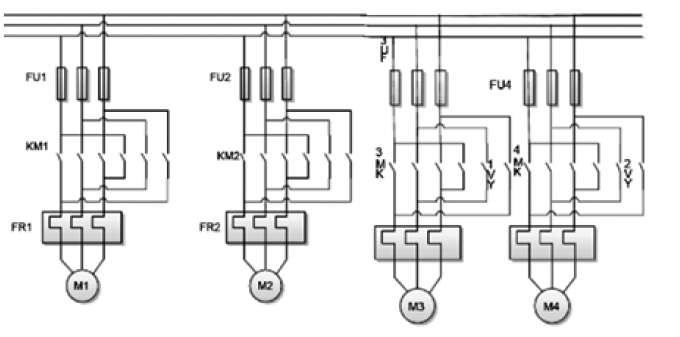
图2 电动机控制线路图
图2 中的M1 和M2 为主轴电机,M3 和M4 为快速电机和进给电机,K M1 和K M2 为电动机M1 和M2 正传电机控制线圈,KM3 和KM4 为快速、进给电机的正转控制线圈。
对于PLC 控制的机床上,具有信号指示灯,电动机每产生一个动作都有相应的指示灯,组合镗床的信号指示灯如图3。
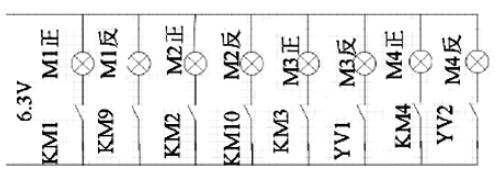
图3 信号指示灯
通过信号指示灯的线路图可以看出主轴电机的反转控制线圈为KM9 和KM10。
3 软件设计
对于组合镗床的PLC 软件设计上的一般原则为:
(1)最大限度的满足控制要求,要发挥可编程控制系统的功能,设计人员要对现场和操作者进行收集资料,尽最大程度的满足控制要求;
(2)保证系统安全可靠,生产安全为第一位,所以可编程控制系统要能够长期的、安全的运行,保证操作者的人身安全;
(3)简单、经济,虽然P L C 控制为自动化控制,但是在设计上也要降低成本,操作简单,操作者一目了然;
(4)适应发展的要求,设计者在设计时候要考虑今后的需求,可以做到在未来发展中进行优化。
根据以上的综合分析,在统计组合镗床P L C 输入元件,执行元件以及I/O 点数,最终选择FX2N—32MR 加扩展单元作为本组合机床的P L C 控制软件,设计流程图如图4。
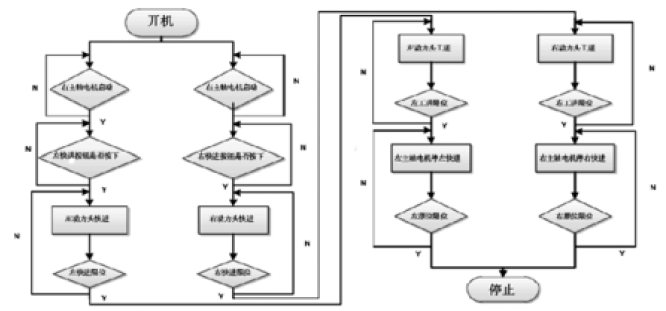
图4 设计流程图
要求为左右动力头快进、工进、快退的工作循环,同时还可以单独调整。
4 结语
组合镗床的电气线路图主要就是根据一般机床进行设计,从以往机床线路图进行优化设计,而对于PLC 控制系统的设计就不同了,在现代机床领域,PLC控制系统很多种,世界先进水平的软件公司也很多家,每个公司的控制系统也不同,各有各的优点,但是主要方向是一致的,设计者可以根据自己机床的要求进行选取控制软件,无论选取怎样的控制系统,最终都是将组合镗床的自动化程度得到提升,加工能力得到增加。


