基于PLC实现Z3040摇臂钻床电气控制系统改造
钻床是一种孔加工机床,其在机械生产加工过程中应用非常广泛,被广泛应用在多种形式的加工中,比如钻孔、铰孔、修刮断面等。钻床的结构型式丰富多样,常见的有立式钻床、深孔钻床、卧式钻床等,摇臂钻床属于立式钻床的一种,是一种比较常见的机械加工车间机床,通常被应用在单件或批量生产中带有多空大型零件的孔加工。钻床在机械行业的机床设备中占有一定的比重。本项目针对Z3040摇臂钻床进行电气控制及PLC改造,通过PLC改造后的机床设备不仅能提高设备工作的可靠性、提高产品质量、减少故障、降低成本、还可提高工作效率。
1 Z3040型摇臂钻床工作原理及分析
1.1Z3040型摇臂钻床的主电路
Z3040摇臂钻床的电路原理图如图1所示,包括电动机M1的控制、摇臂升降电动机M2和液压泵电动机M3的控制、立柱主轴箱的松开和夹紧控制等。
Z3040摇臂钻床包括主轴电动机M1、摇臂升降电动机M2、冷却泵电动机、液压泵电动机M3四台电动机。其中主轴电动机是钻床加工主运动的动力源,负责提供主轴转动的动力。主轴兼具正反转功能,但其反转需依靠机械方法实现,一般来说主轴电动机工作模式只有正转一种;摇臂升降电动机需正反转,负责提供摇臂升降的动力;冷却泵电动机只需正转,负责提供冷却液;液压泵电动机提供液压油,决定了摇臂、立柱和主轴箱的夹紧和松开,需正、反转。
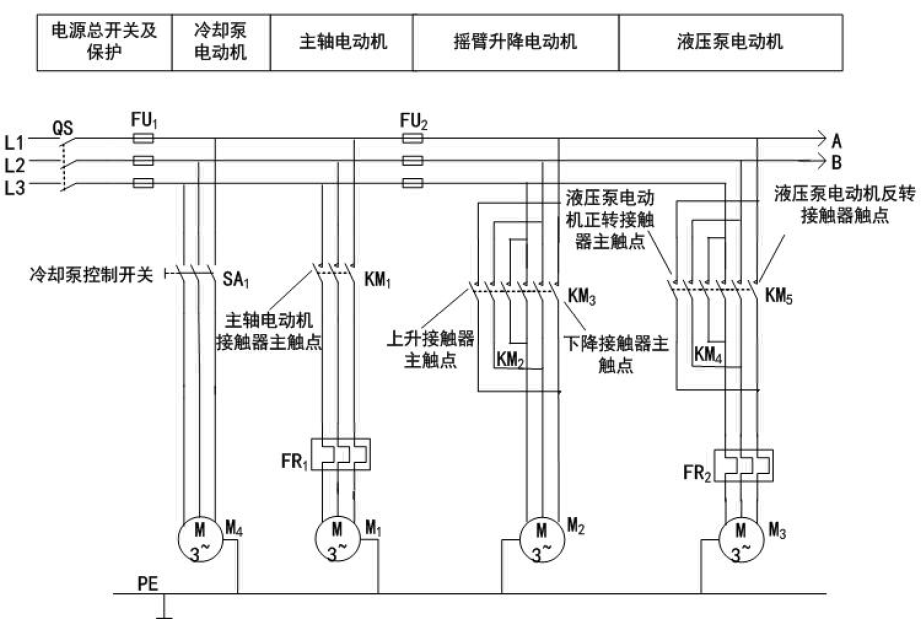
(a)主电路
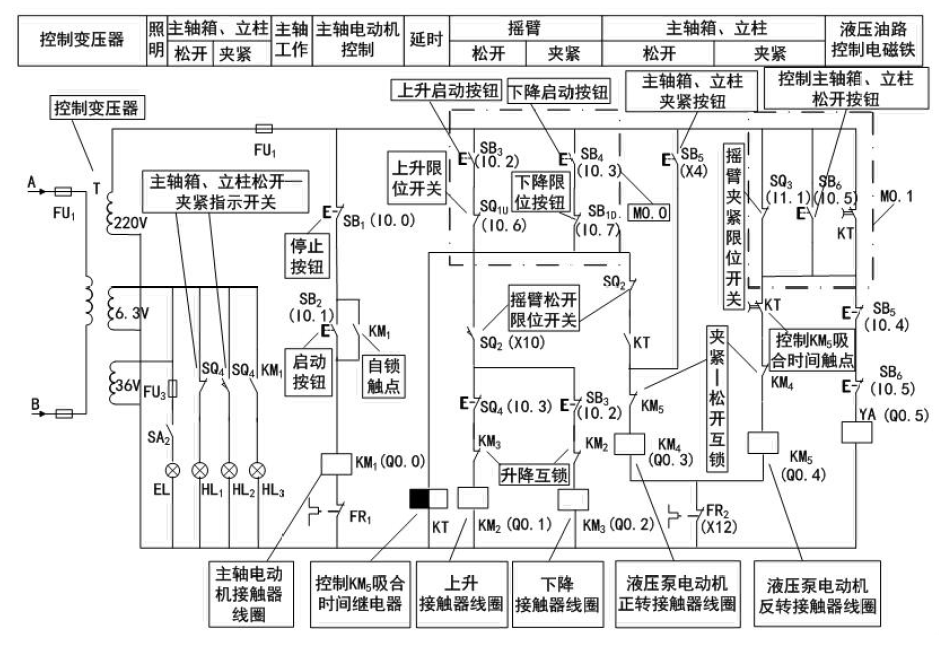
(b)控制电路
图1 Z3040 摇臂钻床的电路原理图
1.2Z3040型摇臂钻床的控制电路
1.2.1主轴电动机M1的控制
热继电器FR1的作用是负责过载保护。SB2按钮被按下,接触器KM1会自锁,并且得电吸合,这时指示灯HL3亮,主轴电动机M1开始启动运转。停止按钮SB1被按下时,接触器KM1失电释放,同时由于失电M1也会停止运转。
1.2.2摇臂升降电动机M2和液压泵电动机M3的控制
按钮SB3(或SB4)被按下时,接触器KM4和电磁铁YA得电吸合,断电延时时间继电器KT得电吸合。启动运转液压泵电动机M3,供给压力油,经液阀压力油流入摇臂松开油腔,推动活塞和菱形块,松开摇臂。同时限位开关SQ2被压住,断开SQ2的动断触头,液压泵电动机M3停止运转,接触器KM4失电释放。闭合SQ2的动合触头,接触器KM2(或KM3)得电吸合,摇臂升降电动机M2开始启动并运转,此时摇臂会发生相应移动,上升或者下降。反之,若SQ2的动合触头不闭合,那么无法升降摇臂。摇臂升降到所需位置时,将按钮SB3(或SB4)松开,时间继电器KT和接触器KM2(或KM3)失电释放,停止运转电动机M2,摇臂保持静止。经过机械液压系统,将限位开关SQ3压住,释放接触器KM5。与此同时,延时断开时间继电器KT的动合触头,释放电磁铁YA,停止运转液压泵电动机M3。
控制KM5的吸合时间,保证M2停转、摇臂停止升降后再进行夹紧是KT的主要作用。限位开关SQ3控制着摇臂的自动夹紧升降。压合SQ3,KM2或KM3会失电释放,摇臂升降电动机M2停止运转。通过控制上下限位开关SQ1U和SQ1D可实现摇臂升降限位保护,但需要注意的是需将SQI的两对动合触头调整在"同时"接通位置,接通或者断开操作都必须同时进行。
1.2.3立柱、主轴箱的松开和夹紧缩控制按动放松按钮SB5,KM4(或KM5)吸合、M3启动、供给压力油,利用机械液压系统,控制立柱和主轴箱分别放松(或夹紧),指示灯亮。M3带动的液压泵负责给主轴箱、摇臂和内外主柱3部分的夹紧提供压力油,利用各自的油缸使其夹紧和放松。
夹紧和松开主轴箱及立柱的操作需同时开展。松开按钮SB5被按下时,接触器KM4线圈通电,压泵电动机M3正转,拖动液压泵,可送出压力油,此时会导致电磁阀YA线圈断电,压力油经二位六通阀,进入主轴箱与立柱松开油腔,推动活塞和菱形块,将主轴箱与立轴松开,而由于YA线圈断电,摇臂松开油腔内不会进入压力油,摇臂的夹紧状态并不会改变。当松开主轴箱与立柱时,行程开关SQ4不受压,触头SQ4(101-109)闭合,指示灯HL1亮,表示主轴箱与立轴确已松开,此时移动时既可以采取手动操作的方式,也可以借助推动摇臂的方式,当移动到位后,再按下夹紧按钮SB6,接触器KM5线圈通电,液压泵电动机M3反转,拖动液压泵送出压力油至夹紧油腔,使主轴箱与立柱夹紧。确认夹紧后,压下SQ4,触头SQ4(101-109)闭合,HL2灯亮,而触头SQ4(101-107)断开,HL1灭,指示主轴箱与立柱已夹紧,可以进行钻削加工。安装机床完毕后,将电源接通,然后采取必要措施检查电源程度是否存在异常,待检查并结果无异常后,再来调整摇臂升降电动机M2的接线。
1.2.4冷却泵电动机风的控制转换开关SA1控制着冷却泵电动机M4。
2 Z3040摇臂钻床电气控制PLC改造硬件的设计参考Z3040型揺臂钻床的电气控制电路,选择输出设备6个,输入设备11个,因此可选S7-200PLCCPU224型的。
2.1PLC的I/O配置
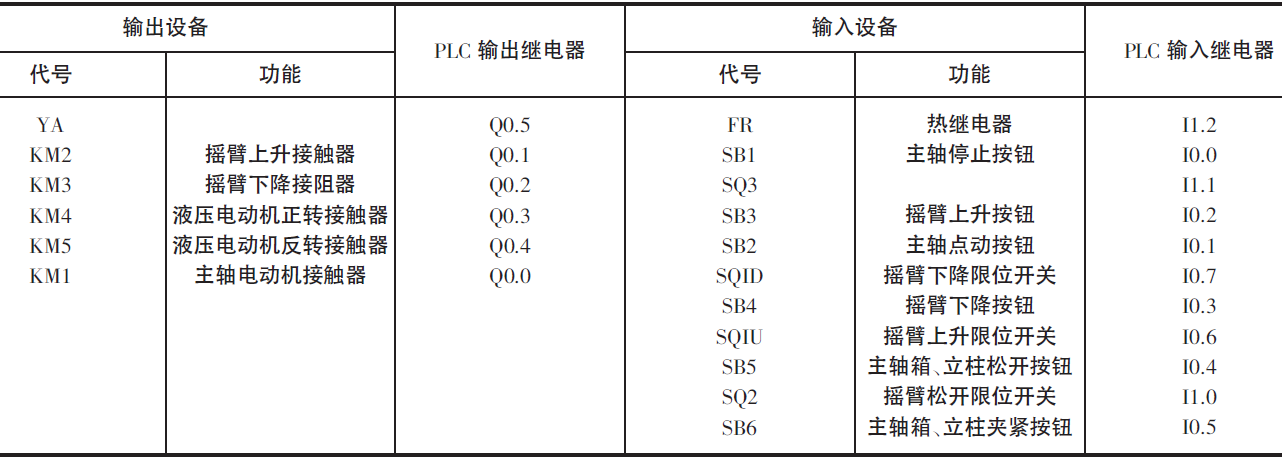
表1为PLC的I/O配置表。
2.2PLC的I/O接线
改造后PLC的I/O接线图如图2所示。

图2 PLC 接线图
3 PLC控制电路梯形图程序设计
当Z3040型揺臂钻床采用PLC控制时,控制程序可用经验法进行设计;该控制系统的梯形图程序可以通过继电器控制电路转化得到。梯形图程序如图3所示。
4 结束语
本文针对Z3040摇臂钻床传统继电器接触器控制进行分析,基于PLC-200控制器对控制系统改造,设计接线图并编写程序,实践表明,该设计提高系统工作性能和工作效率的。
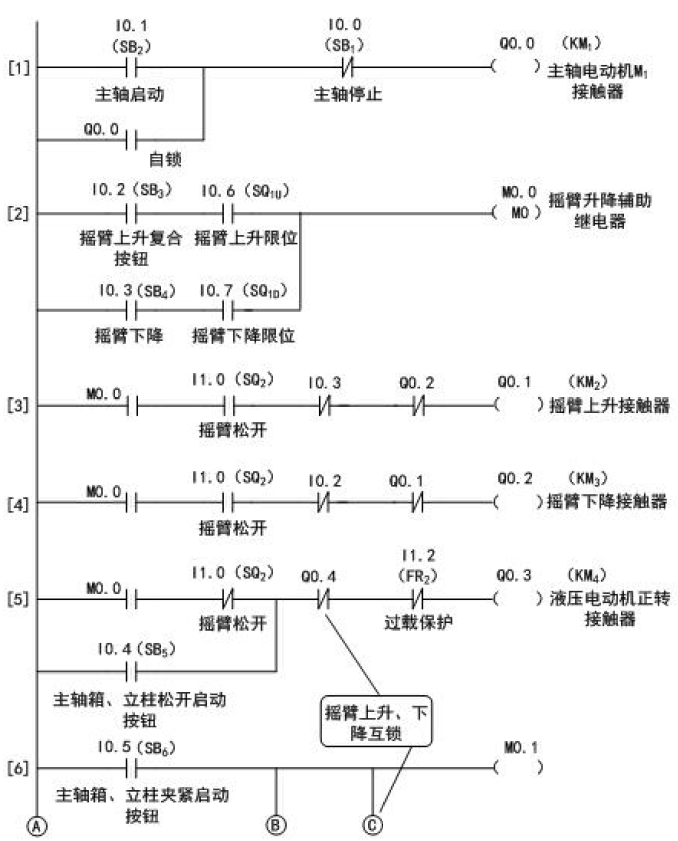
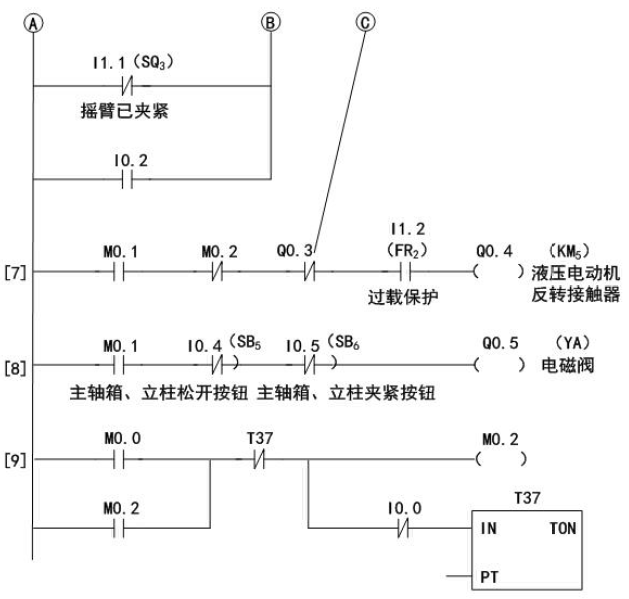
图3 梯形图


