电控发动机实验台设计中PLC的应用
我国政府分别于1994年颁布《汽车工业产业政策》和2004年颁布《汽车产业发展政策》以来,汽车产业快速成长为国民经济四大支柱产业之一。2006年我国汽车产量为728万辆,超过德国而居世界第三位,汽车销量为721.6万辆,超过日本而居世界第二位,我国的汽车工业即便在全球范围也具有举足轻重的地位。
快速发展的汽车产业引发了高技能、高素质的从业人员的供需矛盾。矛盾的解决之道,一方面需要各类教育培训机构加强汽车行业人才的培养;另一方面实验实训教学设备必须紧跟汽车技术发展的潮流,才能满足汽车技术,尤其是汽车电子技术日新月异发展的状况。但是早期的汽车电控系统教学设备,往往采用按键开关,只能对汽车电路进行断路、开路设置,故障点和故障类型设置单一,也难以模拟复杂的汽车电控系统数据流信息。近年来,随着计算机技术、控制技术和虚拟仪器技术的发展,出现了由计算机系统主导,进行故障设置、教学和考核的汽车电控系统教学实验台,借助计算机平台无论是故障设置的复杂程度、仿真程度都得到极大的提高。但是,这类教学实验台必须解决计算机发出故障设置指令,直至执行部件产生动作设置故障成功的问题,用以代替、提升传统的按键开关设置故障的模式。
现在控制领域主要采用单片机和PLC作为控制设备。其中,单片机是一种芯片,配合外围电路来现实所需要的各种功能,大都用汇编语言、C语言等来开发嵌入式软件。PLC是一种可编程的控制器,大都采用梯形图编程,也可以用组态软件,易于使用,并且随着电子技术的发展,其成本也迅速降低。综合考虑,采用PLC来实现本文的功能更具优势。同时,基于PLC技术设计的电控发动机实验台对其他汽车电控系统的教学实验台极具借鉴意义。
1、系统总体设计
本文中的控制是与测量紧密结合的,实现边采集边控制的闭环控制系统,如图1所示。
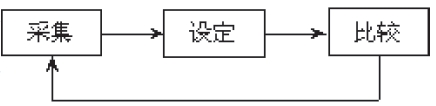
图1 闭环控制系统
系统可以采用NI公司的PCI-6024E数据采集卡为核心实现数据采集功能。为了防止现场信号受外界的影响,所以在送入A/D前应进行信号调理,包括放大、滤波、隔离、保持等。控制单元以PLC 为核心构成;上位监控可采用LabVIEW,充分利用其强大的虚拟仪表功能、丰富的图形界面模块、数值分析、数字信号处理等功能。PLC与PC机通过串行连接将实现上位机对PLC的控制,其系统框图见图2。
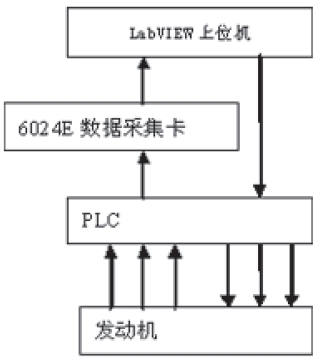
图2 控制系统
其中,PLC选择三菱FX系列PLC,串口功能选择MAXIM的MAX232芯片实现。控制环节流程图如图3所示。数据采集子程序始终工作,不断测量电路中各端子在某一时刻t的电压参数Ut。
故障设置子程序根据故障设置的内容,调用故障模式,其内容包括故障设置部位,如是空气流量传感器还是节气门位置传感器等;还包括故障性质,如是短路还是断路等;还包括此故障模式下电路端子应该出现的故障电压数据值Uk。最后,向PLC发出控制指令。
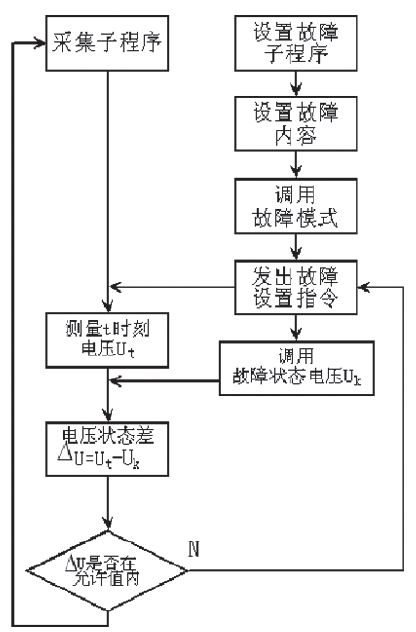
图3 控制环节流程图
系统达到稳定和收敛的控制准则可以表达为:

以ΔU来判断故障设置是否有效。其中γ是一个预先设置值,根据一定的算法和多次试验得到。其值过大,会导致精度过低,产生伪故障;其值过小,会导致故障设置进入多次循环。
2、PLC的工作模式
FX系列PLC通信采用异步格式,由1位起始位、7位数据位、1位偶校验位及1位停止位组成,比特率为9600bps,字符为ASCⅡ码,数据格式如图4所示。
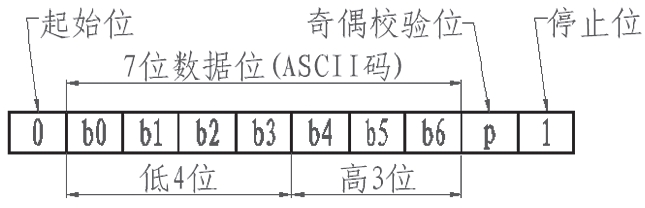
图4 数据格式
FX系列PLC有4条通信命令,分别是读命令、写命令、强制通命令、强制断命令,如表1所示。
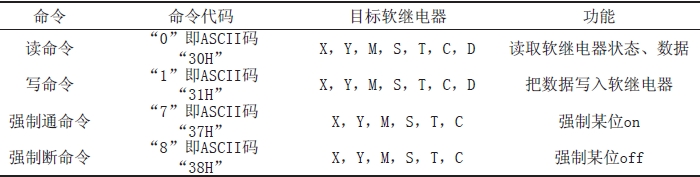
表1 FX系列PLC的通信命令表
计算机向P L C 发送的报文格式如图5。其中, S T X 为开始标志:02H;ETX为结束标志:03H;CMD为命令的ASCⅡ码;SUMH、SUML为按字节求累加和,溢出不计。由于每字节
十六进制数变为两字节的ASCⅡ码,故校验和为SUMH与SUML。
|
STX |
CMD |
数据帧 |
ETX |
SUMH |
SUML |
图5 报文格式
PLC向PC发的应答报文格式如图6所示。
图6 应答报文格式
PC与FX系列PLC间采用应答方式通信,传输出错,则组织重发。PLC根据PC的命令,在每个循环扫描结束处的END语句后组织自动应答,不必在PLC一方编写程序。其传输过程如图7所示。
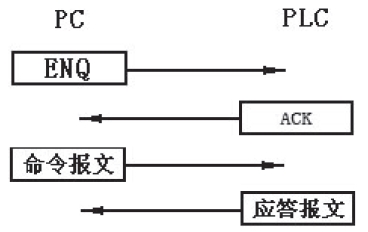
图7 传输过程
3、PLC与LabVIEW的串行通信
由于FX系列PLC只有PTS422和RS485的串行通信接口,所以与PC机进行串口通信时要接一个RS232与PTS422(或RS485)的转换电缆,完成通信的硬件连接。
用PC机的RS-232接口与PLC通信,需要对PLC一些参数进行配置。采用FX系列PLC的默认设置为,启动位:1位;数据长度:7位;停止位:2位;奇偶校验:偶校验;波特率:9 600 b/s。
通信格式设置完之后,PC机开始向PLC传送数据。其过程如图8所示。
1)通信开始先由PC机向PLC发出呼叫,由于是一对一的呼叫,不需要地址码;
2)PLC接受到呼叫信号后,以相应的字符发送应答信号;
3)PC机收到正确的应答信号后,将数据传送给PLC;
4)PLC接收到数据后,以相应的字符发送结束信号;
5)PC机收到结束信号后停止传送数据,通信结束。
在LabVIEW的程序中可采用下列步骤实现与PLC之间的通讯:
1)初始化串口,设置双方通讯的端口号、波特率、数据位、停止位、奇偶校验等,与PLC的设置相同;
2)把要发送的数据按PIE命令帧的格式打包;
3)写端口,把整个命令帧发送到串口;
4)延时等待PIE的应答帧到达串口;
5)读串口,读取PLC的应答帧;
6)把读取的应答帧解包,读取相应的数据。
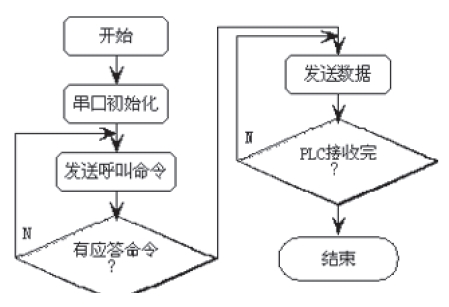
图8 上位机与PLC的通信流程图
LabVIEW与PLC的通讯过程中,上位机的命令帧格式如图9所示。
其中@表示一帧的开始,上位机按“节点号”来识别PLC;识别码是两个字符的上位机命令代码,它表示上位机要对PLC进行何种操作;正文包括起始字和字数,起始字指的是要读写通道的起始地址,字数是指要读写的通道个数;FCS码(两个字符)用于校验,由上位机计算并设置在命令帧里,安排在终止符前,以检查在传送数据时是否发生错误。FCS码的具体算法是:从一帧数据的开始到帧正文结束(FCS之前)所有数据字符ASCII码执行“异或”操作的结果,此结果是一个8位二进制数,然后分别把其高4位和低4位转换成两个16进制数表示的ASCII码;终止符是“*”。
图9 上位机的命令帧格式
同理,PLC在接收命令帧后要返回相应的应答帧,其格式就是在识别码的后面加一个结束码,结束码表示返回给PLC的错误代码,如果正确为00H,其他为不同的错误代码。
LabVIEW与PLC串行通信的VI程序面板如图10所示。
4、结论
基于PLC技术所实现的电控发动机教学实验台,具有开发周期短、功能强的优点,借助强大的计算机平台与虚拟仪器技术支持,很好地解决了故障设置的问题。故障的类型与复杂程度可以高度吻合实际的发动机电控系统故障情况。并且,可以与教学、考核等其他计算机所实现的功能很好地协调工作。基于本文电控发动机教学实验台,已经陆续研制了10余台,在汽车技术人才的培养中发挥了重要作用。
友情提示:
您只要致电:021-60766769 (0)15216837090(张经理)
我们可以解答
汽车发动机实训台,
汽车教学设备相关疑问!
我们可以帮您推荐符合您要求的
汽车发动机实训台,
汽车教学设备相关产品!


